




加工中心怎么對刀?加工中心z軸如何對刀,加工中心怎么對刀和輸入數(shù)據(jù),加工中心常見對刀方法有哪些?加工中心對刀有幾種方法,以上這些問題相信都是做加工中心的人經(jīng)常遇到的問題,小編今天收集了加工中心的對刀方法大集合,希望對您有所幫助!
1. 加工中心的Z向?qū)Φ?/span>
加工中心的Z向?qū)Φ兑话阌幸韵氯N方法:
1) 機(jī)上對刀方法一
這種對刀方法是通過對刀依次確定每把刀具與工件在機(jī)床坐標(biāo)系中的相互位置關(guān)系。其具體操作步驟如下。
(1) 把刀具長度進(jìn)行比較,找出最長的刀作為基準(zhǔn)刀,進(jìn)行Z向?qū)Φ叮汛藭r(shí)的對刀值(C)作為工件坐標(biāo)系的Z值,此時(shí)H03=0。
(2) 把T01、T02號刀具依次裝在主軸,通過對刀確定A、B的值作為長度補(bǔ)償值。(此方法沒有直接去測量刀具補(bǔ)償,而是通過依次對刀確定的與方法三不同.)
(3)把確定的長度補(bǔ)償值(最長刀長度減其余刀具長度)填入設(shè)定頁面,正、負(fù)號由程序中的G43、G44來確定,此時(shí)一般用G44H—表示。當(dāng)采用G43時(shí),長度補(bǔ)償為負(fù)值。
這種對刀方法的對刀效率和精度較高,投資少,但工藝文件編寫不便,對生產(chǎn)組織有一定影響。
2) 機(jī)上對刀方法二
這種對刀方法的具體操作步驟如下:
(1) XY方向找正設(shè)定如前,將G54中的XY項(xiàng)輸入偏置值,Z項(xiàng)置零。
(2) 將用于加工的T1換上主軸,用塊規(guī)找正Z向,松緊合適后讀取機(jī)床坐標(biāo)系Z項(xiàng)值Z1,扣除塊規(guī)高度后,填入長度補(bǔ)償值H1中。
(3) 將T2裝上主軸,用塊規(guī)找正,讀取Z2,扣除塊規(guī)高度后填入H2中。
(4) 依次類推,將所有刀具Ti用塊規(guī)找正,將Zi扣除塊規(guī)高度后填入Hi中
3) 機(jī)外刀具預(yù)調(diào)+機(jī)上對刀
這種對刀方法是先在機(jī)床外利用刀具預(yù)調(diào)儀精確測量每把刀具的軸向和徑向尺寸,確定每把刀具的長度補(bǔ)償值,然后在機(jī)床上用最長的一把刀具進(jìn)行Z向?qū)Φ叮_定工件坐標(biāo)系。
這種對刀方法對刀精度和效率高,便于工藝文件的編寫及生產(chǎn)組織,但投資較大。

2. 對刀數(shù)據(jù)的輸入
(1) 根據(jù)以上操作得到的對刀數(shù)據(jù),即編程坐標(biāo)系原點(diǎn)在機(jī)床坐標(biāo)系中的X、Y、Z值,要用手動方式輸入到G54~G59中存儲起來。操作步驟如下:
①按【MENU OFFSET】鍵。
②按光標(biāo)移動鍵到工件坐標(biāo)系G54~G59。
③按【X】鍵輸入X坐標(biāo)值。
④按【INPUT】鍵。
⑤按【Y】鍵輸入Y坐標(biāo)值。
⑥按【INPUT】鍵。
⑦按【Z】鍵輸入Z坐標(biāo)值。
⑧按【INPUT】鍵。
(2) 刀具補(bǔ)償值一般采用MDI(手動數(shù)據(jù)輸入)方式在程序調(diào)試前輸入機(jī)床中。一般操作步驟如下:
①按【MENU OFFSET】鍵。
②按光標(biāo)移動鍵到補(bǔ)償號。
③輸入補(bǔ)償值。
④按【INPUT】鍵。
3.試切法對刀
試切法對刀方法簡單, 但會在工件上留下痕跡,對刀精度較低, 適用于零件粗加工時(shí)的對刀。其對刀方法與機(jī)械尋邊器相同。
4.杠桿百分表對刀
杠桿百分表的對刀精度較高, 但是這種操作方法比較麻煩, 效率較低, 適應(yīng)于精加工孔(面)對刀, 而在粗加工孔則不宜使用。
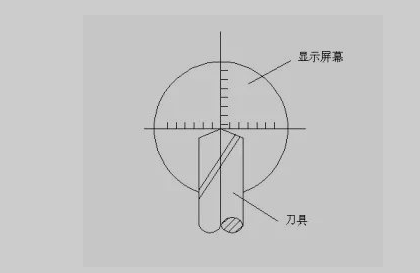
對刀方法為: 用磁性表座將杠桿百分表吸在加工中心主軸上, 使表頭靠近孔壁(或圓柱面), 當(dāng)表頭旋轉(zhuǎn)一周時(shí), 其指針的跳動量在允許的對刀誤差內(nèi), 如0.02, 此時(shí)可認(rèn)為主軸的旋轉(zhuǎn)中心與被測孔中心重合, 輸入此時(shí)機(jī)械坐標(biāo)系中X 和Y 的坐標(biāo)值到G54 中。
5、Z 方向?qū)Φ?/span>
考慮到對刀的工藝性, 通常將工件的上表面作為工件坐標(biāo)系Z 方向的原點(diǎn)。當(dāng)零件的上表面比較粗糙不能用做對刀精基準(zhǔn)時(shí), 也有以虎鉗或工作臺為基準(zhǔn)作為工件坐標(biāo)系Z 方向的原點(diǎn), 然后在G54 或擴(kuò)展坐標(biāo)系中向上補(bǔ)正工件高度填入。Z 方向機(jī)內(nèi)對刀主要有Z 向測量儀對刀、對刀塊對刀和試切法對刀等幾種方法。
圖片
6、Z 向測量儀對刀
Z 向測量儀對刀精度較高, 特別在銑削加工中心多把刀具在機(jī)上對刀時(shí), 對刀效率較高, 投資少, 適合于單件零件加工。
1) 加工中心單刀加工時(shí)Z 向?qū)Φ?/span>
加工中心單刀加工, 類似于數(shù)控銑床對刀不存在長度補(bǔ)償?shù)膯栴}, 步驟如下:
( 1) 換上將用于加工的刀具;
( 2) 運(yùn)動刀具到工件正上方, 用Z 向測量儀測量工件與刀具之間的距離, 記錄下當(dāng)前機(jī)床( 機(jī)械) 坐標(biāo)系的Z 軸讀數(shù)Z;
( 3) 將Z 值扣除此時(shí)Z向測量儀的高度( 如50.03mm) , 然后將測量值填入OFFSETSETTING- - > 坐標(biāo)系- - >G54 的Z 項(xiàng)中;
( 4) 運(yùn)行G90 G54G0 X0 Y0 Z100; 檢查找正是否正確
X向?qū)Φ?/span>
用刀具在工件的右邊輕輕的碰下,將機(jī)床的相對坐標(biāo)清零;將刀具沿Z向提起,再將刀具移動到工件的左邊,沿Z向下到之前的同一高度,移動刀具與工件輕輕接觸。
將刀具提起,記下機(jī)床相對坐標(biāo)的X值,將刀具移動到相對坐標(biāo)X的一半上,記下機(jī)床的絕對坐標(biāo)的X值、并按(INPUT)輸入的坐標(biāo)系中即可(發(fā)那科系統(tǒng)輸入“X0.”并按“測量”也可以)。
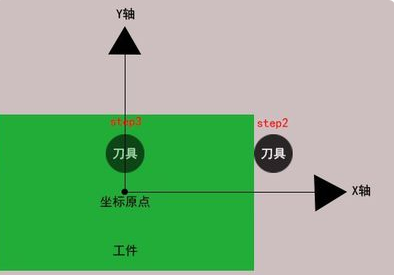
Y向?qū)Φ?/span>
用刀具在工件的前面輕輕的碰下,將機(jī)床的相對坐標(biāo)清零;將刀具沿Z向提起,再將刀具移動到工件的后面,沿Z向下到之前的同一高度,移動刀具與工件輕輕接觸。
將刀具提起,記下機(jī)床相對坐標(biāo)的Y值,將刀具移動到相對坐標(biāo)Y的一半上,記下機(jī)床的絕對坐標(biāo)的Y值、并按(INPUT)輸入的坐標(biāo)系中即可(發(fā)那科系統(tǒng)輸入“Y0.”按“測量”也可以)。

東莞總部
地址:廣東省東莞市大朗鎮(zhèn)高英路128號
電話:(86) 769-8311 8946
傳真:(86) 769-8311 9736
電子郵箱:info@wim.hk
香港公司
地址:香港灣仔皇后大道東
電話:(852) 3188 2554
傳真:(852) 2401 3666
電子郵箱:info@wim.hk