




常見的內孔加工方法有哪幾種?各有什么加工特點?孔的加工方法有鉆孔、擴孔、鉸孔、鏜孔等,那么鉆孔、擴孔、鉸孔、鏜孔,區(qū)別在哪里呢,今天小編就來梳理一下它們的區(qū)別所在!
一、鉆孔與擴孔的區(qū)別
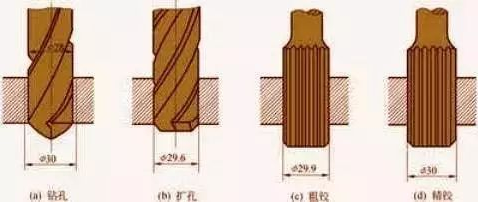
1.鉆孔
鉆孔是在實心材料上加工孔的第一道工序,鉆孔直徑一般小于80mm 。鉆孔加工有兩種方式:一種是鉆頭旋轉;另一種是工件旋轉。上述兩種鉆孔方式產生的誤差是不相同的,在鉆頭旋轉的鉆孔方式中,由于切削刃不對稱和鉆頭剛性不足而使鉆頭引偏時,被加工孔的中心線會發(fā)生偏斜或不直,但孔徑基本不變;而在工件旋轉的鉆孔方式中則相反,鉆頭引偏會引起孔徑變化,而孔中心線仍然是直的。
常用的鉆孔刀具有:麻花鉆、中心鉆、深孔鉆等,其中最常用的是麻花鉆。
由于構造上的限制,鉆頭的彎曲剛度和扭轉剛度均較低,加之定心性不好,鉆孔加工的精度較低,一般只能達到IT13~IT11;表面粗糙度也較大, Ra一般為50~12.5μm;但鉆孔的金屬切除率大,切削效率高。鉆孔主要用于加工質量要求不高的孔,例如螺栓孔、螺紋底孔、油孔等。對于加工精度和表面質量要求較高的孔,則應在后續(xù)加工中通過擴孔、鉸孔、鏜孔或磨孔來達到。
2.擴孔
擴孔是用擴孔鉆對已經鉆出、鑄出或鍛出的孔作進一步加工,以擴大孔徑并提高孔的加工質量,擴孔加工既可以作為精加工孔前的預加工,也可以作為要求不高的孔的最終加工。擴孔鉆與麻花鉆相似,但刀齒數(shù)較多,沒有橫刃。
鉆孔與擴孔的區(qū)別,擴孔具有下列特點:
(1)擴孔鉆齒數(shù)多(3~8個齒)、導向性好,切削比較穩(wěn)定;
(2)擴孔鉆沒有橫刃,切削條件好;
(3)加工余量較小,容屑槽可以做得淺些,鉆芯可以做得粗些,刀體強度和剛性較好。擴孔加工的精度一般為IT11~IT10級,表面粗糙度Ra為12.5~6.3。擴孔常用于加工直徑小于圖片 的孔。在鉆直徑較大的孔時(D ≥30mm ),常先用小鉆頭(直徑為孔徑的0.5~0.7倍)預鉆孔,然后再用相應尺寸的擴孔鉆擴孔,這樣可以提高孔的加工質量和生產效率。
擴孔除了可以加工圓柱孔之外,還可以用各種特殊形狀的擴孔鉆(亦稱锪鉆)來加工各種沉頭座孔和锪平端面示。锪鉆的前端常帶有導向柱,用已加工孔導向。
二、什么是鉸孔?
鉸孔是孔的精加工方法之一,在生產中應用很廣。對于較小的孔,相對于內圓磨削及精鏜而言,鉸孔是一種較為經濟實用的加工方法。

1.鉸刀
鉸刀一般分為手用鉸刀及機用鉸刀兩種。手用鉸刀柄部為直柄,工作部分較長,導向作用較好,手用鉸刀有整體式和外徑可調整式兩種結構。機用鉸刀有帶柄的和套式的兩種結構。鉸刀不僅可加工圓形孔,也可用錐度鉸刀加工錐孔。
2.鉸孔工藝及其應用
鉸孔余量對鉸孔質量的影響很大,余量太大,鉸刀的負荷大,切削刃很快被磨鈍,不易獲得光潔的加工表面,尺寸公差也不易保證;余量太小,不能去掉上工序留下的刀痕,自然也就沒有改善孔加工質量的作用。一般粗鉸余量取為0.35~0.15mm,精鉸取為01.5~0.05mm。
為避免產生積屑瘤,鉸孔通常采用較低的切削速度(高速鋼鉸刀加工鋼和鑄鐵時,v <8m/min)進行加工。進給量的取值與被加工孔徑有關,孔徑越大,進給量取值越大,高速鋼鉸刀加工鋼和鑄鐵時進給量常取為0.3~1mm/r。
鉸孔時必須用適當?shù)那邢饕哼M行冷卻、潤滑和清洗,以防止產生積屑瘤并及時清除切屑。與磨孔和鏜孔相比,鉸孔生產率高,容易保證孔的精度;但鉸孔不能校正孔軸線的位置誤差,孔的位置精度應由前工序保證。鉸孔不宜加工階梯孔和盲孔。
鉸孔尺寸精度一般為IT9~IT7級,表面粗糙度Ra一般為3.2~0.8 。對于中等尺寸、精度要求較高的孔(例如IT7級精度孔),鉆—擴—鉸工藝是生產中常用的典型加工方案。
三、鏜孔
鏜孔是在預制孔上用切削刀具使之擴大的一種加工方法,鏜孔工作既可以在鏜床上進行,也可以在車床上進行。
1.鏜孔方式
鏜孔有三種不同的加工方式。
1)工件旋轉,刀具作進給運動 在車床上鏜孔大都屬于這種鏜孔方式。工藝特點是:加工后孔的軸心線與工件的回轉軸線一致,孔的圓度主要取決于機床主軸的回轉精度,孔的軸向幾何形狀誤差主要取決于刀具進給方向相對于工件回轉軸線的位置精度。這種鏜孔方式適于加工與外圓表面有同軸度要求的孔。
2)刀具旋轉,工件作進給運動 鏜床主軸帶動鏜刀旋轉,工作臺帶動工件作進給運動。
3) 刀具旋轉并作進給運動 采用這種鏜孔方式鏜孔,鏜桿的懸伸長度是變化的,鏜桿的受力 變形也是變化的,靠近主軸箱處的孔徑大,遠離主軸箱處的孔徑小,形成錐孔。此外,鏜桿懸伸長度增大,主軸因自重引起的彎曲變形也增大,被加工孔軸線將產生相應的彎曲。這種鏜孔方式只適于加工較短的孔。
2.金剛鏜
與一般鏜孔相比,金剛鏜的特點是背吃刀量小,進給量小,切削速度高,它可以獲得很高的加工精度(IT7~IT6)和很光潔的表面(Ra為0.4~0.05 )。金剛鏜最初用金剛石鏜刀加工,現(xiàn)在普遍采用硬質合金、CBN和人造金剛石刀具加工。主要用于加工有色金屬工件,也可用于加工鑄鐵件和鋼件。
金剛鏜常用的切削用量為:背吃刀量預鏜為 0.2~0.6mm,終鏜為0.1mm ;進給量為0.01~0.14mm/r ;切削速度加工鑄鐵時為100~250m/min ,加工鋼時為150~300m/min ,加工有色金屬時為300~2000m/min。
為了保證金剛鏜能達到較高的加工精度和表面質量,所用機床(金剛鏜床)須具有較高的幾何精度和剛度,機床主軸支承常用精密的角接觸球軸承或靜壓滑動軸承,高速旋轉零件須經精確平衡;此外,進給機構的運動必須十分平穩(wěn),保證工作臺能做平穩(wěn)低速進給運動。
金剛鏜的加工質量好,生產效率高,在大批大量生產中被廣泛用于精密孔的最終加工,如發(fā)動機氣缸孔、活塞銷孔、機床主軸箱上的主軸孔等。但須引起注意的是:用金剛鏜加工黑色金屬制品時,只能使用硬質合金和CBN制作的鏜刀,不能使用金剛石制作的鏜刀,因金剛石中的碳原子與鐵族元素的親和力大,刀具壽命低。
3.鏜刀
鏜刀可分為單刃鏜刀和雙刃鏜刀。
4.鏜孔的工藝特點及應用范圍
鏜孔和鉆—擴—鉸工藝相比,孔徑尺寸不受刀具尺寸的限制,且鏜孔具有較強的誤差修正能力,可通過多次走刀來修正原孔軸線偏斜誤差,而且能使所鏜孔與定位表面保持較高的位置精度。
鏜孔和車外圓相比,由于刀桿系統(tǒng)的剛性差、變形大,散熱排屑條件不好,工件和刀具的熱變形比較大,鏜孔的加工質量和生產效率都不如車外圓高。
綜上分析可知, 鏜孔的加工范圍廣,可加工各種不同尺寸和不同精度等級的孔,對于孔徑較大、尺寸和位置精度要求較高的孔和孔系,鏜孔幾乎是唯一的加工方法。鏜孔的加工精度為IT9~IT7級,表面粗糙度Ra為 。鏜孔可以在鏜床、車床、銑床等機床上進行,具有機動靈活的優(yōu)點,生產中應用十分廣泛。在大批大量生產中,為提高鏜孔效率,常使用鏜模。
鉆孔、擴孔、鉸孔、鏜孔有什么區(qū)別的問題相信你已經有所了解了,東莞環(huán)球機械專業(yè)生產深孔鉆機床設備,歡迎您的咨詢!

東莞總部
地址:廣東省東莞市大朗鎮(zhèn)高英路128號
電話:(86) 769-8311 8946
傳真:(86) 769-8311 9736
電子郵箱:info@wim.hk
香港公司
地址:香港灣仔皇后大道東
電話:(852) 3188 2554
傳真:(852) 2401 3666
電子郵箱:info@wim.hk