高精度內孔怎么加工,常用的內孔加工方法,加工內孔主要采用什么方法,內孔加工的精度如何控制?今天小編就來介紹一下如何提高內孔加工精度的方法和一些注意事項。
內孔車削又叫鏜孔,是用車削的方法擴大工件內孔或加工空心工件的內表面,可以用大多數外圓車削的工藝方法來加工。外圓車削時,工件長度及所選的刀桿尺寸不會對刀具懸伸產生影響,因而能夠承受在加工期間產生的切削力。進行鏜削和內孔車削時,孔深決定了懸伸,因此,零件的孔徑和長度對刀具的選擇有極大的限制,所以必須綜合各影響因素優化加工方案。
鏜孔的加工精度
鏜孔加工的精度非常高,精鏜孔的尺寸精度可達IT8~IT7,可將孔徑控制在0.01MM精度以內。若為精細鏜孔,加工的精度可達 TT7- IT6,表面質量好。一般的鏜孔,表面精糙度Ra值1.6~0.8μm。
影響內孔加工精度的因素
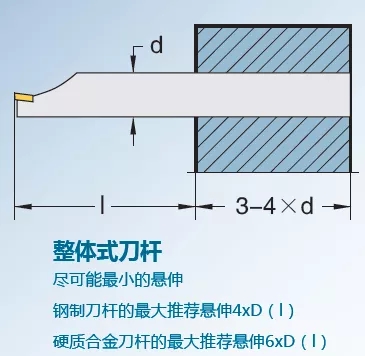
內孔加工的一般規則是:使刀具懸伸最小并選擇盡可能大的刀具尺寸,以便獲得最高的加工精度及穩定性。由于受加工零件孔徑的空間限制,刀具尺寸的選擇也會受到限制,加工時還須考慮到排屑和徑向移動。為確保內孔加工的穩定性,在加工時需選擇正確的內孔車刀并正確地進行應用和夾緊來減小刀具變形,將振動最小化以確保內孔的加工質量。
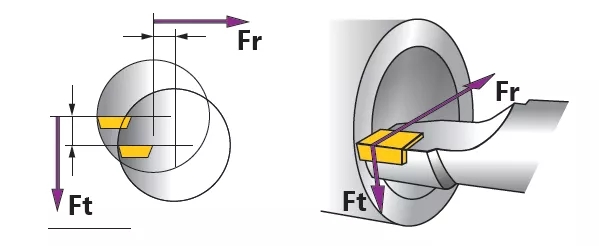
內孔切削力
內孔車削中的切削力也是不可忽視的一個重要因素,,對于給定的內孔車削工況(工件形狀,尺寸,夾緊方式等),切削力的大小和方向是抑制內孔車削振動,提高加工質量的重要因素,當刀具在進行切削時,切向切削力和徑向切削力使刀具產生偏斜現象,慢慢使刀具遠離工件,導致切削力偏斜,切向力將試圖強行壓下刀具,并使刀具遠離中心線,減小刀具的后角。當車削孔直徑較小時,要保持足夠大的后角以避免刀具與孔壁發生干涉。
內孔加工的注意事項
在加工期間,徑向和切向切削力導致內孔車刀偏斜,通常需要強制進行切削刃補償和刀具防振。出現徑向偏差時應降低切削深度,減小切屑厚度。
從刀具應用的角度出發,提高內孔加工質量的因素有如下幾點:
(1)刀片槽型的選用
刀片槽型對切削過程有著決定性的影響,內孔加工一般選用切削鋒利,刃口強度高的正前角槽型刀片。

(2)刀具主偏角的選用
內孔車削刀具的主偏角影響徑向力、軸向力以及合成力的方向和大小。較大的主偏角會產生較大的軸向切削力,而較小的主偏角則導致較大的徑向切削力。一般情況下,軸向切削力朝著刀桿方向通常不會對加工有較大的影響,因此,選擇較大的主偏角是有利的。選擇主偏角時,推薦選擇盡可能接近90°的主偏角,并且不要小于75°,否則,會導致徑向切削力急劇增加。
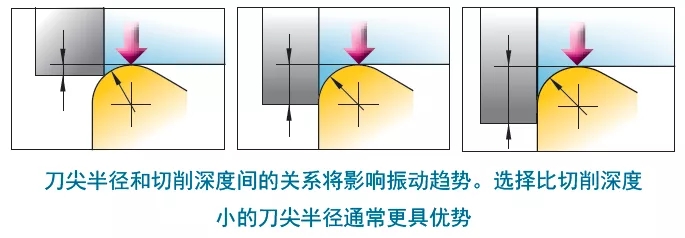
(3)刀尖半徑的選用
在內孔車削工序中,小刀尖半徑應為首選。加大刀尖半徑,將會加大徑向和切向切削力,并且,還會增大振動趨勢的風險。另一方面,刀具在徑向上的偏斜會受到切削深度與刀尖半徑之間相對關系影響。當切削深度小于刀尖半徑時,徑向切削力隨著切削深度的加深而不斷增加。切削深度等于或大于刀尖半徑,徑向偏斜將由主偏角決定。選擇刀尖半徑的經驗法則是刀尖半徑應稍小于切削深度。這樣,可以使徑向切削力最小。同時,在確保徑向切削刀最小的情況下,使用最大刀尖半徑可獲得更堅固的切削刃、更好的表面紋理以及切削刃上更均勻的壓力分布。
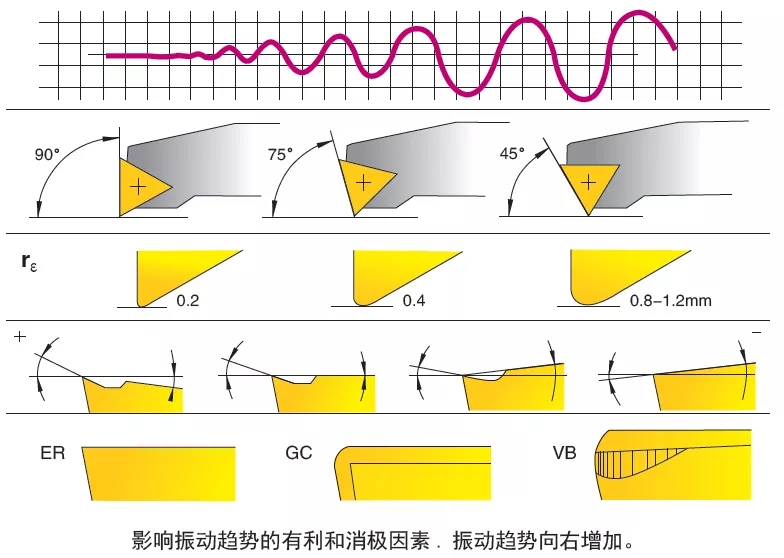
(4)刃口處理的選用
刀片的切削刃倒圓(ER)也會影響切削力。一般而言,非涂層刀片的切削刃倒圓比涂層刀片(GC)的倒圓要小,這一點應予以考慮,特別是在長刀具懸伸和加工小孔時。刀片的后刀面磨損(VB)將改變刀具相對孔壁的后角,并且,這還可能會成為影響加工過程切削作用的根源。
(5)切屑的有效排出
內孔車削加工中,排屑對于加工效果和安全性能的影響也非常重要,特別是在加工深孔和盲孔時尤為如此。較短的螺旋屑是內孔車削較理想的切屑,該類型切屑比較容易被排出,并且在切屑折斷時不會對切削刃造成大的壓力。加工時切屑過短,斷屑作用過于強烈,會消耗更高的機床功率,并且會有加大振動的趨勢。而切屑過長會使排屑更困難,離心力將切屑壓向孔壁,殘留的切屑被擠壓到已加工工件表面,就會出現切屑堵塞的風險進而損壞刀具。因此,進行內孔車削時,推薦使用帶內冷的刀具。這樣,切削液將會有效地把切屑排出孔外。加工通孔時,也可用壓縮空氣代替切削液,通過主軸吹出切屑。另外,選擇合適的刀片槽型和切削參數,也有助于切屑的控制和排出。
(6)刀具夾持方式的選用
刀具的夾持穩定性和工件的穩固性,在內孔加工中也非常重要,它決定了加工時振動的量級,并決定這種振動是否會加大。刀桿的夾緊單元滿足所推薦的長度、表面粗糙度和硬度是非常重要的。
刀桿的夾緊是關鍵的穩定因素,在實際加工中,刀桿會出現偏斜,刀桿的偏斜取決于刀桿材料、直徑、懸伸、徑向、切向切削力以及刀桿在機床中的夾緊。在刀桿夾緊端最輕微的移動都將導致刀具發生偏斜。現代高性能刀桿在夾緊時應具備高穩定性以保障在加工中不會存在任何薄弱環節。
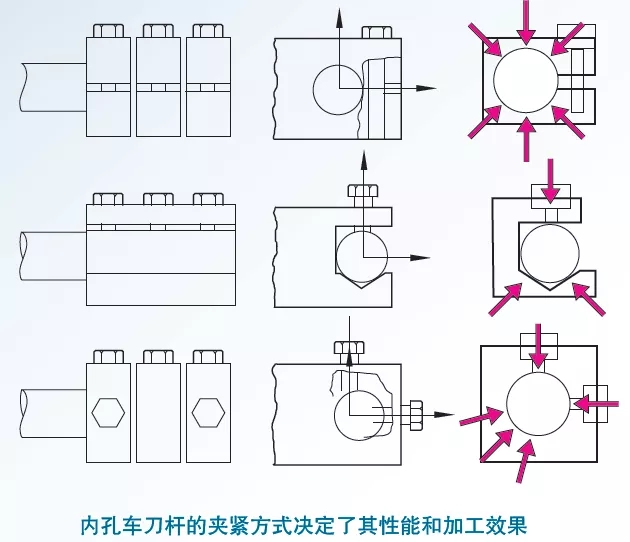
要實現這一點,刀具夾緊的內表面必須具有高表面光潔度和足夠的硬度。對于普通刀桿而言,夾緊系統將刀桿在圓周上完全夾緊的方式可獲得最高的穩定性。整體支撐要好于螺釘直接夾緊的刀桿,用螺釘將刀桿夾緊在V型塊上較為適合,但不推薦用螺釘直接夾緊圓柱柄刀桿,因為螺釘直接作用在刀桿上會損壞刀桿。
關于提高內孔加工精度的方法和注意事項的知識今天就分享到這里了。如需要深孔鉆設備,五軸龍門加工機床,請聯系我們環球工業機械,歡迎您的咨詢!